|
Les boosters du Shuttle sont les
plus puissants jamais construit. Issue de technologie militaire, il est
impossible de les réaliser d' un seul bloc. Ils sont alors isolés et
assemblés en segment, 11 eux même réunis en 4 pour le montage.
Chaque segment brûle
séparément. Le combustible est enchâssé dans une gangue d' isolant, qui le
sépare à la fois du combustible du segment voisin et de la paroi extérieure
qui est en acier.
600 milli-secondes après son
allumage, le booster atteint une poussée de 1495 tonnes. Sous le choc, les
parois en acier ont tendance à s' étirer et à gonfler à cause des
contraintes particulièrement sévères à la jonction entre les deux segments.
Bien que serrés par 177 puissances chevilles d' acier, les parois des segments
ont tendance à s' écarter l' une de l' autre.
Les gaz brûlants cherchent
naturellement à d' engouffrer dans cette brèche. Ils en sont empêchés par un
dispositif complexe, mobile, dont la défaillance est à l' origine de l'
accident du 28 janvier 1986.
Une couche de mastic est
insérée entre l' isolant du segment supérieur et l' isolant du segment
inférieur, à proximité immédiate de la brèche. Lors de la mise à feu,
cette couche de mastic est poussée par les gaz et tend à compresser l' air
dans la brèche.
Cette pression déplace un mince
ruban de caoutchouc circulaire, le fameux joint "O-ring" qui va
bloquer la brèche à un endroit précis. Au repos, ce cercle de caoutchouc, qui
fait le tour du booster est logé dans une rainure pratiquée dans l' acier de
la paroi. Un second joint est là pour subvenir au premier. Le système est selon les
techniciens fragile.
|
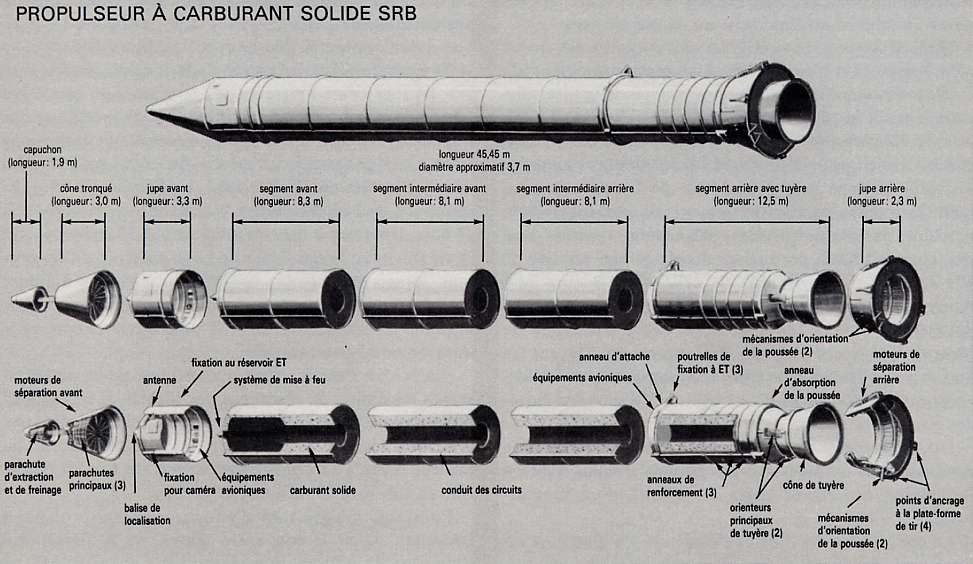
ANATOMIE D' UN BOOSTER SRB
Le SRB ou Solid Rocket Booster du système STS
est le plus gros booster réalisé pour le programme spatial US. Long de
45,6 m pour 3,7 m de diamètre, il pèse 589,5 tonnes. La division Wasatch
de Norton Thiokol emploie 2400 personnes chargées de la construction de
ces énormes moteurs. Chaque booster se compose de 11 éléments :
_ Le
cône avant qui abrite les moteurs de séparation (4 de 9543 kg de
poussée) fonctionnant 0,06 secondes et le système de récupération (3
parachutes de 35 m de diamètre).
_ Six segments formant le corps du
booster.
_ Un anneau d' attache au réservoir extérieur.
_ Deux segments
dits " raidisseurs ".
_ Une jupe arrière.
La préparation d' un SRB commence par la coulée
du propergol et l' assemblage de ces segments pour créer quatre tronçons
de 8,3 , deux fois 8, 1 m et 12,5 m pour la base.
L' enveloppe des
segments a une épaisseur de 1,27 cm et est réalisée en acier spécial.
La paroi interne comporte une protection thermique épaisse par endroit de
13 cm. Il s' agit d' un caoutchouc nitrile butadiènne, posé sous forme
de feuilles dont on provoque la vulcanisation en le maintenant 2 h 30 à
une température de 150°C. Sur ce caoutchouc est appliqué une protection
en tissu de carbone imprégné d' un monomère propylénedienne. Le
propergol sera littéralement collé à l' enveloppe. A cette fin, on
projette sur sa protection thermique une " interface liante"
représentée par une couche polymère polybatadiènne carboxyde chargée
à l' amiante. Un chauffage pendant 44 heures à 57°C permet à cette
interface d' être mélangé à la protection.
Le propergol est ensuite coulé sous vide autour
d' un mandrin destiné à laisser la place pour un orifice central. Le
propergol comprend :
_ 69,83% de perchlorate d' amonium, le comburant.
_ 16% de poudre d' aluminium jouant le rôle de combustible.
_ 0,17% d'
oxyde de fer, le catalyseur.
_ 14% de PBAN, tripolymère acide acrylique
butadienne acrylonitrique.
Quatre journées durant à une température de
57°C, le propergol prend la consistance d' une gomme noire dure. Sur le
segment du haut, l' orifice central a la forme d' une étoile à 11
branches, pour offrir le maximum de poussée au moment de l' allumage. Les
trois autres segments ont un orifice central circulaire.
Arrivent au KSC, les 4 segments, le cône avant,
contenant l' électronique et la jupe arrière avec la tuyère. Cette
dernière est assemblée avec le premier segment moteur et montée dans le
bâtiment d' assemblage VAB sur la plate-forme de lancement. Les autres
segments sont ensuite positionnés les uns sur les autres par la grande
grue de 250 tonnes de la baie. Chaque tronçon a sur sa partie supérieure
une couronne rainurée percée d' alésage. La partie inférieure de l'
autre tronçon venant se positionner dans la rainure du tronçon
inférieur. L' étanchéité est réalisée grâce à deux joints dits
" O ring ". L' assemblage final étant assuré par 117 goupilles
et des anneaux soudés autour de la jonction.
Sur la plate-forme de lancement MLP, le booster
est fixé sur 4 plots dans la fosse d' évacuation et verrouillé par 4
boulons qui sont cassés au moment de l' allumage.
Cette mise à feu s' effectue au sommet du
booster. Elle incombe a un dispositif appelé allumeur(318 kg) qui opère
en 4 temps :
_ Des " initiateurs " allument une charge de
nitrate de bore et de potassium.
_ La première charge allume une autre
petite charge de propergol (18 cm).
_ La seconde charge met le feu à une
charge plus importante de 91 cm.
_ Enfin cette dernière charge en contact
avec le propergol du booster met le feu au SRB.
La puissance maximale est atteint dès l'
allumage. A partir de ce moment là, rien ne peut arrêter le booster. Le
propergol est épuisé au bout de 2 mn 10 s, il est attaché au réservoir
par des boulons explosifs, un à l' avant à la base du cône (63,5 cm de
long) et 3 à l' arrière, long de 90 cm. La séparation est réalisée
par des petites fusées à poudre, 4 à l' avant et 4 à l' arrière.
Après leur retombé dans l' Atlantique, les
boosters sont ramenés au Cape, tirés par des bateaux. Dans des hangars,
ils sont de montés pour former les 4 segments de base, qui sont examinés
et rincés à l' eau douce dé-ionisée afin de stopper la corrosion. Les
4 segments sont ensuite renvoyés par train chez Thiokol, dans l' Utah,
où ils subissent un nettoyage plus poussée, un jet d' eau sous 400 bars
pour arracher les restes du combustible et de l' isolant thermique. Les
segments sont démontés en 11 éléments, puis dégraissés et étudiés.
Avant d' être remis dans le circuit des vols, ils sont testés sous une
pression de 76 bars pour détecter d' éventuelles fuites .
|
Le premier problème avec les
booster a lieu des le premier vol en 1981 suite à l' énorme surpression crée
par leur allumage qui avait été mal jugé. Des remèdes seront apportés pour
le second vol en novembre..
Un document de la NASA daté du
17 décembre 1982 range les joints O-ring comme risque n°1. Des études ont
montré qu ' une brèche plus large peut s' ouvrir et endommager les joints.
Lors de la mission STS 6 en
début 1983, chaque tuyère des boosters avait un trou du au gaz chaud dans le
mastic indiquant un échauffement du joint primaire.
De plus en mars 1983, la NASA
classe les joints parmi les éléments dispensés de voir s' appliquer la règle
de la redondance, c' est à dire être dé-doublé.
En décembre, un rapport de l'
USAF estime que le risque de destruction d' un booster en vol est de 1 sur 35.
La NASA elle l' estime à 1 sur 60 000... Pour STS 9, on découvre après
démontage qu' un joint du booster droit avait été pressurisé à 200
psi. Pour le vol 41 C, on retrouve les
mêmes symptômes que pour STS 6.
Janvier 1985, pour le premier vol
militaire de Discovery 51 C, la température sur le pad est de 11,6°C.
Des photos montrent des fumées noires sortant du booster. Après
récupération, il s' avère que deux joints ont subi une érosion. Dans un cas
de la suie a été retrouvé entre les deux cercles de caoutchouc. Le second
cercle, celui de la dernière chance a souffert de la chaleur.
En juin, pour 51 G, le joint
primaire de la tuyère du booster droit montre des signes de
corrosion.
Le 29 juillet, pour la mission
Challenger 51 F Spacelab 2, le premier joint ne se place pas là ou il faut et le
second est attaqué.
Le 11 juillet, Irwing Davids,
ingénieur de la NASA spécialiste dans les boosters passe en revue le problème
des joints avec des ingénieurs du centre Marshall, qui supervisent l'
assemblage des boosters. Il dresse une liste de 17 cas d' érosion. Il envoie un
mémorandum à Jesse Moore, le grand patron du programme navette: "le
consensus est que si le premier cercle ne remplit pas sa mission, le second n'
est pas à l' abri d' une
défaillance".
Le 23 juillet, Richard Cook, un
contrôleur budgétaire de 39 ans adresse un rapport alarmant à Michael Mann,
le responsable financier du programme. Il écrit que la
"carbonisation" des joints qui a pu être observée lors des
précédents lancements constitue un "problème potentiellement
majeur", affectant à la fois la sécurité des vols et le coût du
programme. Des documents attestent que cette mise en garde est arrivée en haut
lieu.
Après Cook, c' est Roger
Boisjoly qui adresse à son tour une note. Il écrit que la question de savoir
si les joints tiendront se joue désormais "à pile ou face" et qu' en
cas de lâchage, "le résultat sera une catastrophe de première grandeur,
impliquant la perte de vies humaines". Enfin en août, pour 51 I, le
joint primaire du booster gauche présente deux traces de corrosion.
La NASA savait donc parfaitement
que les joints des boosters étaient le talon d' Achille du Shuttle et que la
défaillance d' un joint serait fatale. pourtant elle n' avait pris aucune
résolution à ce problème. Morton Tiokhol avait proposé des études pour de
nouveaux joints. le 19 août, la firme avait présenté à la NASA pas moins de
43 solutions, qu' elle refusa.
Sur le plan technique, le booster
a depuis son premier vol évolué malgré tous ces incidents et mises en garde.
La NASA, afin d' augmenter la charge utile augmente la capacité des moteurs et
allége les matériaux de la structure du booster en éliminant les équipements
superflus.
En 1983, la poussée de chaque
booster est augmentée de 90 600 kg soit au total 2 fois 1495 000 kg. l' une des
opérations permettant d' arriver à ce stade de puissance consiste à modifier
la composition du carburant à la base des deux segments centraux.
Parallèlement, les boosters ont
été allégés. la paroi en acier des deux segments du centre et du segment
inférieur a été aminci, ce qui a permis de gagner 2000 kg par booster.
Le réservoir externe a lui aussi
été allégé de 5000 kg en amincissant sa paroi en plus de la peinture blanche
enlevée depuis le troisième
vol.
Des senseurs ont été enlevés,
près de 5000 kg selon les compagnies d' assurances tant sur les boosters que
sur l' Orbiter. Cette course à l' allégement ne
faisait pas l' unanimité, les assureurs n' étant pas les seuls à s'
inquiétés. En 1983, un rapport du congrès craignait que "certaines
mesures ne réduisent la sécurité des vols". Aussi le comité écrit que
les contraintes de temps exercent peut être une influence sur la qualité des
tests de vérification. Le fait est que le temps de
préparation des navettes, la rotation entre les vols est passée de 100 à
moins de 50 jours, un record de 27 jours a même été
atteint.
TEST
DE MISE A FEU DES BOOSTERS SRB
| DM 1 |
18 juillet 1977 |
| DM 2 |
18 janvier 1978 |
| DM 3 |
19 octobre 1978 |
| DM 4 |
17 février 1979 |
| QM 1 |
13 juillet 1979 |
| QM 2 |
27 septembre 1979 |
| QM 3 |
13 février 1980 |
| DM 5 |
21 octobre 1982 |
| QM 4 |
21 mars 1983 |
| DM 6 |
25 octobre 1984 |
| DM 7 |
9 mai 1985 |
DM = Demonstration Motor
QM = Qualification Motor
|