|
CSG L' Usine Propergol Guyane
|
Une des grandes originalités du programme
Ariane 5 est la réalisation in situ d' un élément majeur du lanceur, les
boosters EAP compte tenu des difficultés techniques et économiques liés au
transport Europe Guyane des segments du propulseur chargé de poudre.
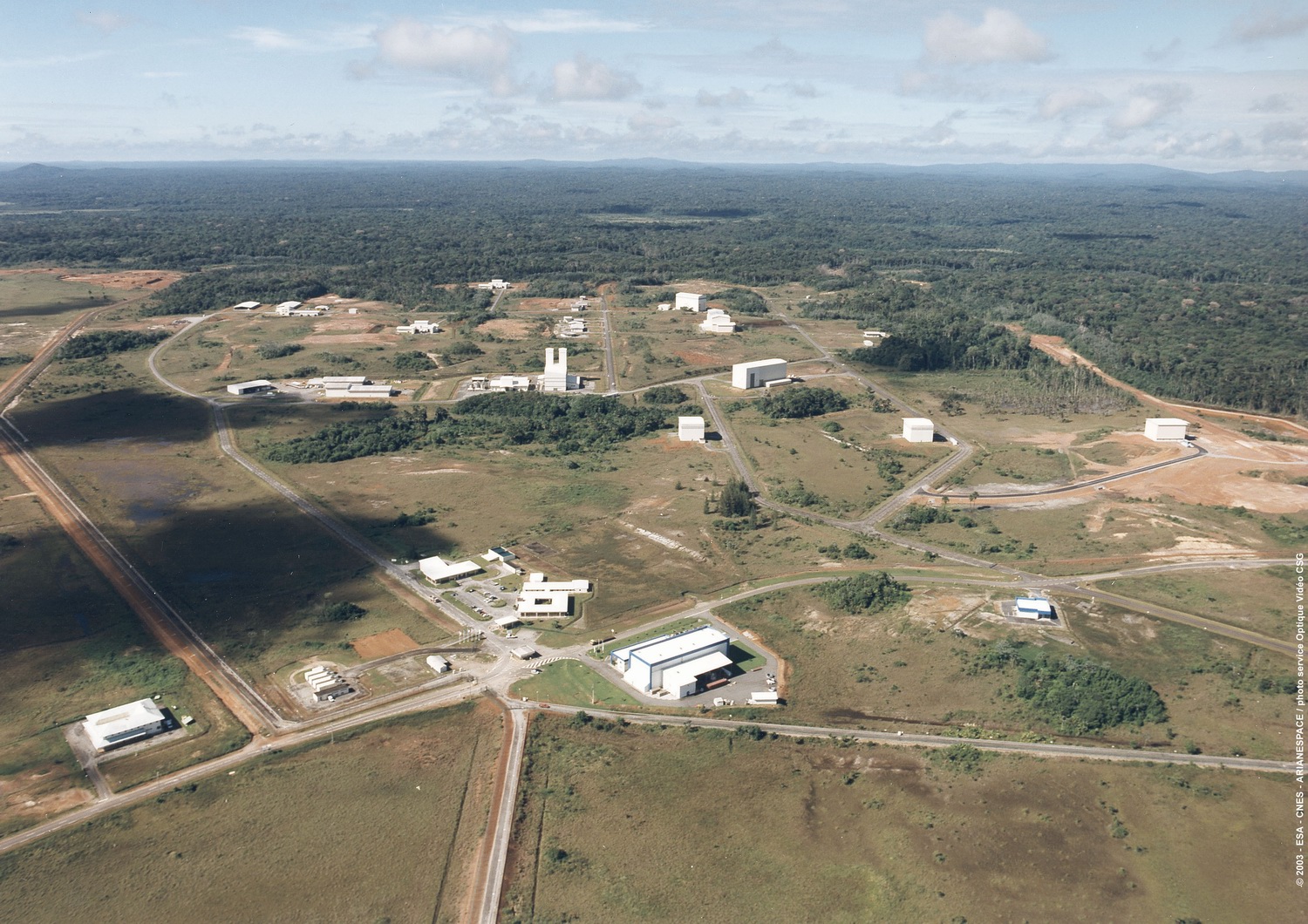
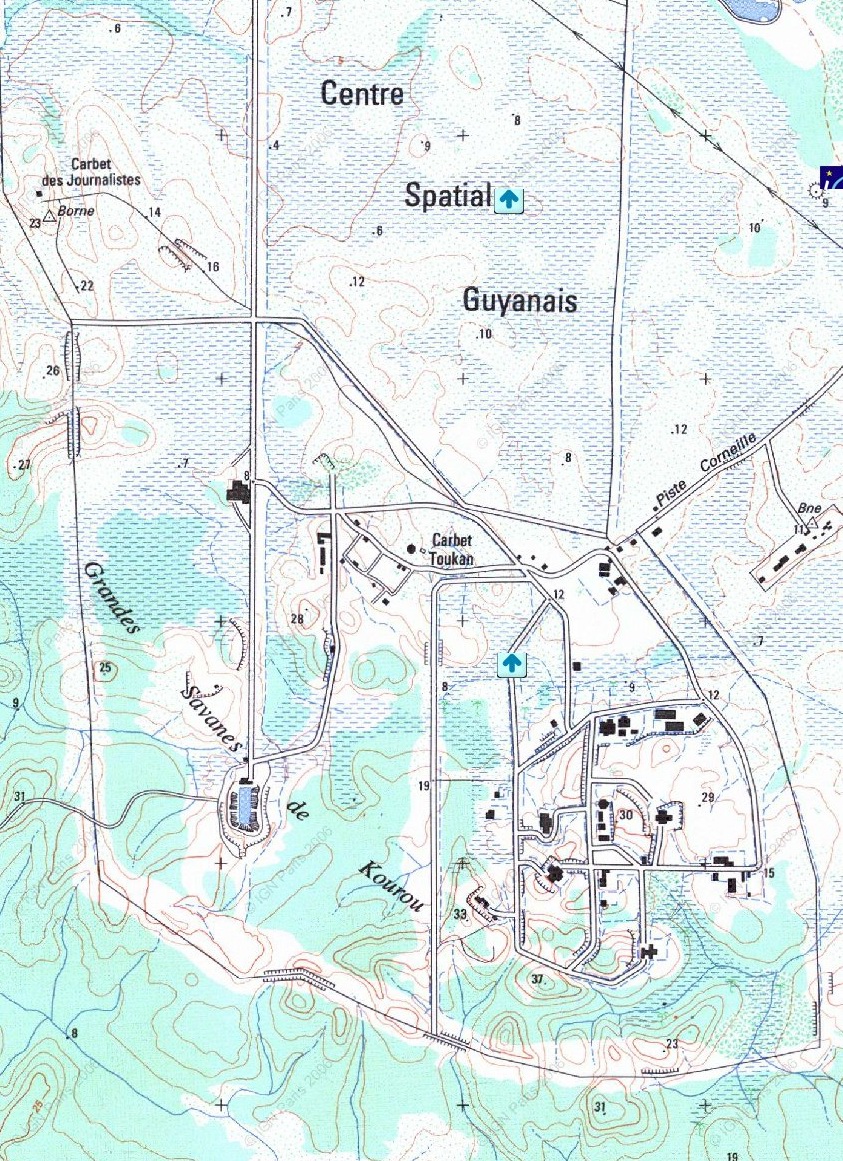
L'entrée de la zone UPG au Sud des ELA. On y accède par la route de l'espace soit par le centre spatial au poste Orchidé, soit par la route piste Corneille juste avant la station météo. A droite le bâtiment d'EADS.
La zone UPG vue par le Sud Est et par le Nord
L'usine de propergol de Guyane (UPG) est dédiée à la fabrication, au contrôle et au stockage des chargements des segments central et arrière des EAP, chaque segment mesurant environ 11 mètres de long et 3 mètres de diamètre et comptant 105 tonnes environ de propergol solide. Le stockage et le contrôle du segment avant, qui contient 24 tonnes de propergol, sont également effectués à l'UPG, à son arrivée d'Europe.
Trois zones composent l'usine: L'UPG comprend toutes les installations
nécessaires à la fabrication de manière autonome, des chargements des
segments. Ces installations permettent de remplir les fonctions
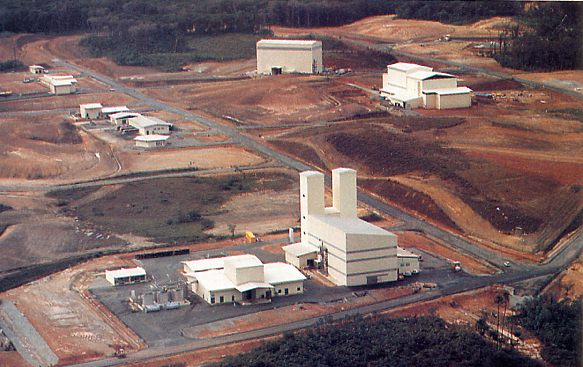
suivantes: La construction démarre en juillet 1988 avec le déblaiement du site. La réalisation nécessite un million de mètres cubes de terrassement, 9000 mètres cube de béton et 3000 t de structures métalliques. Les réseaux de circulation comportent 18 km de voies. Le bâtiment le plus haut (préparation des segments) comporte deux tours de 40 m. Trois puits capables de recevoir les segments du P230 ont été creusés dont 2 mesurent 10 m de diamètre et 25 m de profondeur (puits de coulée). En 2001, un second bâtiment équipé d'une installation de coulée-cuisson et capable à terme de recevoir une seconde installation (pour un objectif de cadence : 10 lancements par an) est construite par la société Technips qui avait déjà réalisé les premiers puits..
Systèmes principaux : Sous-systèmes : _ Energie électrique
Transfert intérieur sur un fardier du Corps du Propulseur Préparé (CPP) ATELIER DE PREPARATION DES STRUCTURES Dans ce bâtiment de 1900 mètres carré, les segments vides subissent les opérations suivantes:
Le bâtiment de préparation des structures au premier plan. Au fond le puit de coulée et à droite le bâtiment de contrôle non destructif. Le déplacement des segments entre les divers postes se fait en vertical sur palettes à coussins d'air. Le segment enduit de liner est ensuite transféré à l'atelier de coulée. Les systèmes principaux sont : _ 2 étuves _ Machine d'aspersion solvant MEC _ La machine liner comprend: _ Palettes à coussin d'air
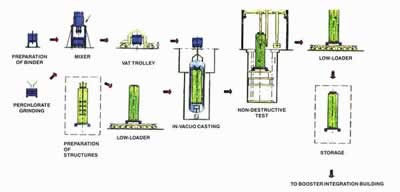
MALAXAGE PROPERGOL 1800 GALLONS Deux ateliers identiques existent pour préparer le propergol. Chaque atelier a pour fonction de réaliser 12000 kg de propergol dans une cuve spécifique en ajoutant du liant déjà préparé et en mélangeant le perchlorate d'ammonium, le réticulant et les catalyseurs de polymérisation. Les diverses opérations se font en température contrôlée, à pression atmosphérique ou sous vide. Systèmes principaux : _ 1 bâti support Sous-systèmes : Alimentation électrique, pompes à vide, groupe de chauffage, refroidissement, air comprimé, climatisation, palans de manutention des conteneurs de matières, détection d'incendie-noyade. Contrôle-commande automatique.
Le mélangeur
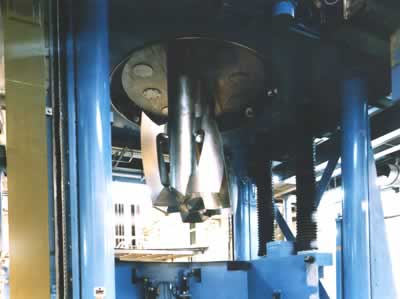
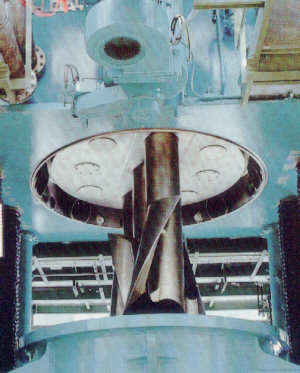
ATELIER DE COULEE Cet atelier (bâtiment 303) dans lequel sont chargés les segments comporte 2 puits de 5 m de diamètre et 19 m de hauteur équipés d'une enceinte chauffante thermostatée à double enveloppe et panneaux radiants dans laquelle est placé le segment. Le segment est positionné dans le puits à l'aide d'un pont roulant de 2000 kN muni d'un palonnier automatique. Le segment est équipé avec des outillages de moulage tels que le noyau central (15t, longueur 12m et diamètre 1,2 à 2m). Le propergol pâteux provenant de la cuve de malaxeur positionnée au-dessus du puits à l'aide de rails est coulé par gravité dans le segment. Le propergol polymérise ensuite pendant plusieurs jours à température constante dans l'enceinte à pression atmosphérique. Les outillages de moulage sont ensuite extraits du pont roulant, le segment est positionné sur un bâti de 200 t pour découpe de finition et pesée, équipé des outillages de stockage, puis placé sur la palette à coussin d'air solidaire du fardier automoteur Les systèmes principaux sont: Un second bâtiment (304) est en construction à coté mètres de distance avec deux puits également dont un seul sera en service pour l' instant afin d' augmenter la cadence de production de 8 tirs par an. Il sera opérationnel en 2004.
Puit de coulée
 Banc de démoulage et de découpe de l'arrière du segment S3
CONTROLE NON DESTRUCTIF
Dans ce bâtiment, spécialement conçu pour protéger les opérateurs ainsi que l'environnement des rayonnements ionisants, sont effectués les contrôles non destructifs des segments après coulée. Systèmes principaux :
 BATIMENTS DE STOCKAGE EAP Le bâtiment 313 et 314 sert au stockage des boosters. Le bâtiment 315 livré en mai 1999 permet de stocker 8 boosters complets avant le transfert au BIP.
|